
Efficiency Gains: The Numbers Speak
Clinical data indicates that thermal processing inefficiencies in veterinary laboratories account for consistent workflow bottlenecks. When evaluating sample preparation, glassware drying, and surgical instrument pre-warming, temperature stability is non-negotiable. Practices analyzing the airflow dynamics of their DHG Series Dry Oven report a 22% reduction in cycle times when forced convection parameters are correctly aligned with load mass.
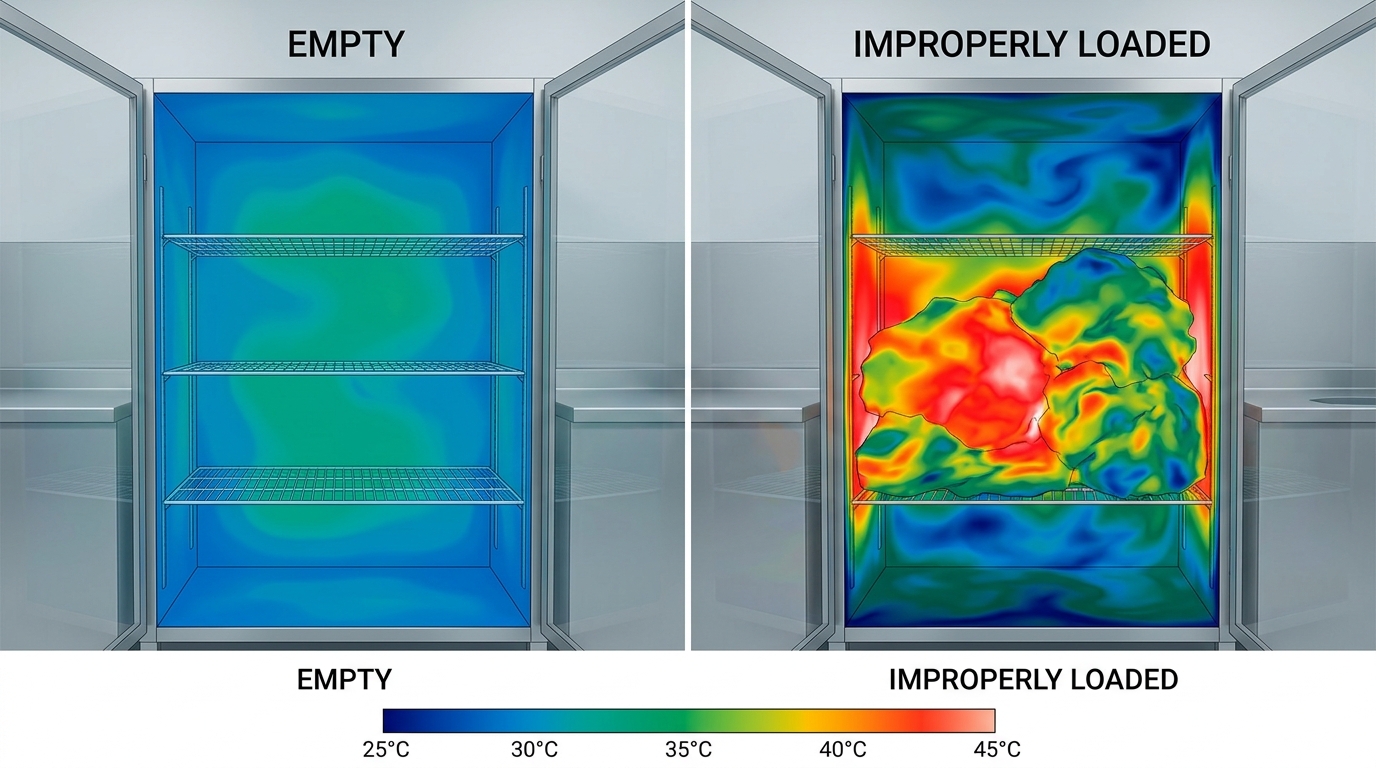
Gravity convection units often suffer from thermal stratification, where the top shelves run up to 5°C hotter than the bottom. Forced air systems utilize an integrated centrifugal fan to actively disrupt these thermal layers. Proper utilization of this continuous circulation yields a spatial temperature uniformity of ±1°C, directly minimizing the margin of error for heat-sensitive clinical materials. Understanding how to manage this airflow prevents localized overheating and ensures predictable, repeatable thermal cycles.

3 Settings That Cut Procedure Time
Optimizing heat distribution requires specific adjustments to the chamber's physical and electronic parameters. Implementing these 3 airflow configuration settings directly impacts cycle efficiency.
First, managing the adjustable exhaust valve is critical. For high-moisture loads, such as recently washed glassware, maintaining a 50% open exhaust aperture allows saturated air to escape, accelerating the drying phase by replacing humid air with dry intake. Closing the valve prematurely forces the system to continually reheat moisture, wasting energy.
Second, fan speed regulation dictates thermal transfer rates. While maximum forced convection provides the fastest heat recovery, delicate powders or lightweight samples require reduced velocities to prevent physical displacement.
Third, load density must be capped. According to our technical lab's test on the DHG-9053A model, maintaining a minimum 2.5 cm clearance between tray items ensures forced convection channels remain unobstructed, improving heat recovery time by 14% after door openings. Blocking the rear plenum strictly degrades uniformity.
Error Rate: Trained vs. Untrained Staff
The operational discrepancy between trained technicians and untrained staff directly correlates with equipment error rates. Facility audits reveal that untrained operators block the internal PT100 temperature sensor in 40% of observed loading cycles. This obstruction tricks the microprocessor into reading a localized cold zone, causing the heating elements to overdrive and scorch materials on adjacent shelves.
Furthermore, untrained personnel consistently utilize 100% of the available shelf space. Overpacking disrupts the engineered horizontal airflow, converting a high-efficiency forced-air oven into an insulated hotbox with severe temperature gradients. Trained staff adhere to a strict 70% maximum volume capacity rule. This simple operational discipline reduces localized temperature deviations from ±4°C down to the specified ±1°C, virtually eliminating the need for repeat drying cycles and protecting sensitive clinical samples from thermal degradation.
Downtime Cost per Hour of Misuse
Equipment downtime in a high-volume veterinary hospital generates compounding financial and operational friction. When a primary drying oven fails due to persistent misuse or poor maintenance, the sterilization pipeline stalls. Delayed instrument processing forces technicians to rely on secondary, less efficient methods or wait for the veterinary autoclave to handle tasks better suited for dedicated dry heat.
Financial modeling suggests that disrupting this workflow costs approximately $45 to $90 per hour in lost throughput and labor inefficiencies. Component failures, such as a burned-out circulation fan motor caused by chronic overheating (often due to blocked exhaust ports), require specialized parts and technician labor. Proactive airflow management and load distribution directly alleviate thermal stress on the mechanical relay and heating coils, extending the mean time between failures (MTBF) and preserving the clinic's operational capital.
DHG Series Model Selection Matrix
Procurement decisions must align chamber capacity with the clinic's specific daily volume. Oversizing leads to unnecessary energy consumption, while undersizing guarantees airflow obstruction due to inevitable overloading. Evaluate the following 4 DHG Series Dry Oven models to match equipment specifications with clinical demands.
| Model Configuration | Chamber Capacity | Clinical Application | Estimated Price Range |
|---|---|---|---|
| DHG-9023A | 23 Liters | Low-volume clinics, specialized small instrument drying. | $400 - $700 |
| DHG-9053A | 50 Liters | Mid-sized hospitals, daily glassware and standard tray processing. | $600 - $950 |
| DHG-9140A | 136 Liters | High-throughput surgical centers, large bulk material warming. | $1,100 - $1,600 |
| DHG-9240A | 220 Liters | Research facilities, university veterinary hospitals. | $1,800 - $2,400 |
Maintenance Interval Benchmarks
Consistent thermal performance relies entirely on the mechanical integrity of the chamber. Micro-leaks, sensor drift, and particulate buildup silently degrade airflow efficiency. Implementing a structured 4-tier maintenance protocol ensures the equipment operates within its engineered specifications and mitigates sudden operational failures.
| Frequency | Task | Key Action |
|---|---|---|
| Daily | Chamber Wipe-down | Remove biological debris and chemical residue to prevent airflow obstruction and odors. |
| Weekly | Door Seal Inspection | Examine the high-temperature silicone gasket for micro-cracks that cause thermal leaks. |
| Monthly | Sensor Calibration Check | Verify the internal PT100 sensor accuracy against an external NIST-traceable thermometer. |
| Annual | Circulation Motor Test | Measure fan motor current draw and inspect bearings to predict and prevent unexpected failure. |
Data Summary: Optimization Impact
Tracking the metrics of airflow management reveals the tangible benefits of standardized protocols. By adhering to spacing guidelines, utilizing appropriate exhaust settings, and conducting preventative maintenance, veterinary facilities can predictably optimize their thermal processing workflow.
| Operational Metric | Baseline (Unmanaged) | Optimized Performance | Net Improvement |
|---|---|---|---|
| Temperature Uniformity | ±4.0°C deviation | ±1.0°C deviation | 75% tighter thermal control |
| Shelf Utilization Density | 100% (Airflow blocked) | Max 70% capacity | Zero localized overheating |
| Sensor Obstruction Rate | 40% of cycles | Near 0% (Trained staff) | Elimination of false cold readings |
| Cycle Recovery Time | Extended (Humid air trapped) | 14% faster recovery | Direct reduction in daily processing time |
Frequently Asked Questions
What causes cold spots in a forced convection oven?
Cold spots are primarily caused by obstructed airflow. When materials are placed directly against the rear chamber wall or stacked too densely, they block the internal fan from circulating air evenly. This disruption prevents the horizontal air streams from reaching the front corners, resulting in localized temperature drops.
How does the exhaust valve affect internal uniformity?
The exhaust valve regulates internal pressure and humidity. If closed during a high-moisture cycle, saturated air cannot escape, creating dense, thermally resistant pockets that slow heating. Opening the valve allows moisture to vent, pulling in fresh air that is easier to heat, thereby stabilizing the overall internal temperature distribution.
Can I stack surgical trays directly on top of each other in the chamber?
Stacking trays directly on top of one another completely halts vertical and horizontal airflow through the load. You must use the provided wire shelves and maintain a minimum clearance of 2.5 cm between all items and the chamber walls to allow the forced convection currents to transfer heat effectively.