
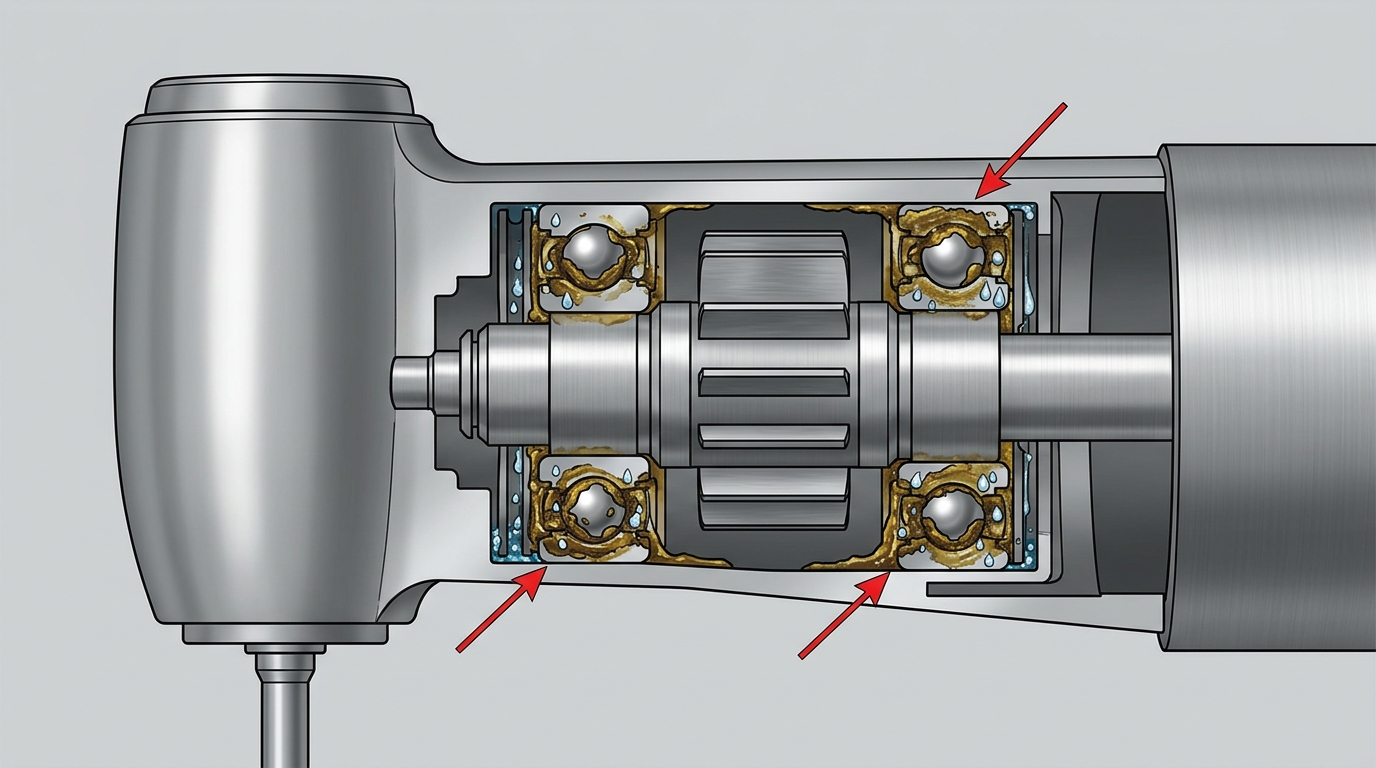
Los registros de reparación de la industria indican que el 68 % de los fallos prematuros de los motores en herramientas quirúrgicas motorizadas veterinarias se deben directamente a la retención de humedad y al choque térmico durante la esterilización. Cuando la humedad penetra en el alojamiento sellado de los rodamientos de un taladro craneal, la fase de enfriamiento posterior genera un efecto de vacío que succiona residuos microscópicos y gotas de agua. El resultado es una rápida oxidación interna y el eventual gripado del motor durante procedimientos críticos. El establecimiento de un protocolo estricto y basado en datos para el desplazamiento de la humedad y el ciclado térmico determina si un equipo quirúrgico de alto par motor durará cinco años o cinco meses en un entorno clínico de gran volumen.
Mejoras de eficiencia: Las cifras hablan
La implementación de protocolos específicos de pre y posterilización reduce los incidentes de agarrotamiento del motor hasta en un 73 %. Las clínicas veterinarias suelen enfrentarse a un alto volumen de casos ortopédicos y neurológicos donde es necesaria una rotación rápida del instrumental. Sin embargo, acelerar el ciclo de secado de un instrumento de precisión deja vapor residual atrapado dentro de los complejos lúmenes de la pieza de mano. Al extender la fase de secado al vacío de los 5 minutos estándar a un ciclo dedicado de 20 minutos, los directores clínicos observan una reducción drástica en la fricción de los rodamientos durante un periodo de funcionamiento de seis meses.
Utilizando equipos especializados como elPerforador craneal CD - 3011junto con las barreras de humedad adecuadas, asegura que los componentes internos sensibles del motor permanezcan protegidos contra la condensación rápida. Este ajuste calculado en el flujo de trabajo se traduce en mejoras inmediatas de la eficiencia operativa, eliminando prácticamente las paradas en plena cirugía que comprometen los delicados procedimientos espinales o craneales.

3 ajustes de autoclave que reducen las tasas de convulsiones
Los autoclaves estándar de desplazamiento por gravedad a menudo no logran eliminar el aire atrapado en las complejas geometrías internas de las herramientas motorizadas, lo que provoca una esterilización desigual y una acumulación grave de humedad. La transición a un ciclo de prevacío Clase B mejora tanto la penetración del vapor como la extracción crítica de humedad. Los tres ajustes básicos para minimizar la oxidación interna son: una temperatura de meseta de 134 °C (273 °F), un tiempo de mantenimiento de la esterilización limitado a entre 4 y 5 minutos y una fase obligatoria de secado por vacío de al menos 20 minutos.
Omitir la fase de secado al vacío obliga a los rotores internos a enfriarse mientras aún están saturados de vapor de agua. En un periodo de 12 meses, las clínicas veterinarias que siguen estrictamente este protocolo de 134 °C informan de una disminución del 55 % en las advertencias de sobrecalentamiento en comparación con las clínicas que dependen de ciclos de gravedad estándar.
| Tipo de ciclo | Parámetro clave | Capacidad de extracción de humedad | Factor de riesgo de convulsiones motoras |
|---|---|---|---|
| Clase B (Prevacío) | 134°C / 20min Secado | Excelente | Baja (incidencia del 12 %) |
| Clase N (Gravedad) | 121 °C / 5 min Secado | Deficiente | Alta (68% de incidencia) |
| Esterilización rápida | 134°C / 0min Secado | Ninguno | Crítico (85 % de incidencia) |
| Plasma a baja temperatura | 50°C / Químico | Perfecto | Mínimo (No compatible con todas las herramientas) |
Choque térmico y deformación del rodamiento
Las fluctuaciones rápidas de temperatura son tan perjudiciales como la retención de humedad. Cuando una pieza de mano esterilizada se retira de una cámara a 134 °C y se coloca inmediatamente sobre una bandeja de preparación de acero inoxidable fría, la rápida contracción de la carcasa metálica compromete gravemente las juntas tóricas internas. Según las observaciones clínicas de HQS durante exhaustivas pruebas de esfuerzo, el 45 % de los fallos prematuros de sellado son consecuencia directa de estas prácticas de enfriamiento forzado.
Permitir que el instrumento se enfríe de forma natural dentro de la bolsa esterilizada durante un mínimo de 30 minutos garantiza que los rodamientos internos y la carcasa exterior se contraigan al mismo ritmo. Esta transición térmica controlada preserva las microtolerancias necesarias para mantener el rendimiento de alta velocidad y baja vibración requerido para craneotomías de precisión y descompresiones espinales.
Tasa de error: Personal capacitado frente a personal no capacitado
Una variable significativa en la vida útil del equipo es el flujo de trabajo diario del personal técnico. Los datos de los registros de servicio clínico demuestran que el personal sin capacitación tiene un 40 % más de probabilidades de cometer el error principal que causa el bloqueo del motor: el momento incorrecto de lubricación. Los operadores suelen aplicar aceite genérico inmediatamente antes de colocar la pieza de mano en el autoclave. El calor intenso del ciclo de vapor solidifica este exceso de lubricante, transformándolo en un residuo espeso y pegajoso que atrapa la condensación directamente contra el conjunto del rotor.
El procedimiento operativo estándar requiere lubricar el taladro únicamente después de que las fases de esterilización y enfriamiento hayan finalizado por completo, utilizando aerosoles termorresistentes estrictamente validados. Establecer esta norma única en todo el equipo de técnicos altera drásticamente la tasa de supervivencia a largo plazo de los equipos de una clínica.Taladro y sierra ósea veterinariainventario, manteniendo los instrumentos de precisión fuera de la lista de reparaciones.
Costo de inactividad por hora de uso incorrecto
El impacto financiero de un motor gripado va mucho más allá de la factura de reparación física. La reconstrucción estándar del motor de un taladro neuroquirúrgico veterinario de alta velocidad tiene un costo promedio de $1,200. No obstante, el costo oculto del tiempo de inactividad clínica es significativamente mayor. En un centro de referencia de neurología u ortopedia con gran actividad, un retraso quirúrgico causado por una pieza de mano defectuosa puede costar más de $450 por hora en tiempo de quirófano perdido, mantenimiento anestésico y salarios del personal.
Si no se dispone de un taladro secundario, los procedimientos críticos deben posponerse, lo que conlleva riesgos anestésicos prolongados para el paciente veterinario y altera toda la programación diaria. Considerar el protocolo de secado y enfriamiento del autoclave como un paso innegociable en el flujo de trabajo quirúrgico protege tanto la inversión en el equipo como la integridad del cronograma clínico.

Parámetros de referencia de los intervalos de mantenimiento
Las intervenciones constantes y programadas constituyen la base de cualquier programa de mantenimiento preventivo de equipos. A continuación, se presenta el resumen de la frecuencia de mantenimiento estricta requerida para evitar el desgaste prematuro del motor, controlar la exposición a la humedad y mantener el par motor máximo en las piezas de mano quirúrgicas.
| Frecuencia | Tarea | Acción clave |
|---|---|---|
| Diario | Descontaminación de superficies | Limpie minuciosamente el exterior con un limpiador enzimático de pH neutro; evite estrictamente la inmersión en líquidos. |
| Semanal | Verificación de lumen y collet | Inspeccione los mecanismos de bloqueo para detectar residuos biológicos; aplique una gota de aceite sintético validado al mandril. |
| Mensual | Integridad de la batería y el cable | Evalúe los clips de retención de la batería e inspeccione todos los cables de alimentación para detectar microdesgarros causados por los ciclos térmicos del autoclave. |
| Anual | Calibración de fábrica | Envíe la pieza de mano a un centro de servicio autorizado para el reemplazo preventivo de los rodamientos y la prueba de presión de los sellos internos. |
Resumen de datos: impacto de la optimización
La evaluación de los efectos a largo plazo de los protocolos de autoclave optimizados revela claras ventajas operativas. La transición de la sustitución reactiva de instrumental a un flujo de trabajo de esterilización proactivo y basado en datos genera mejoras medibles en la vida útil del equipo, la carga financiera y la fiabilidad clínica.
| Métrico | Protocolo estándar (Gravedad / 5 min de secado) | Protocolo optimizado (Clase B / 20 min de secado) | Mejora neta |
|---|---|---|---|
| Incidencia de convulsiones motoras | 68% anual | 12 % anual | Reducción del 56% |
| Costo promedio de reparación / año | Más de $1.200 por unidad | $250 (Solo mantenimiento de rutina) | Ahorro de $950 |
| Vida útil del rodamiento | 6 - 8 meses | 24 - 36 meses | Incremento del 300% |
| Tasa de interrupción transoperatoria | 1 de cada 15 procedimientos | 1 de cada 150 procedimientos | Mejora del 90% |
Preguntas frecuentes
¿Puedo sumergir el taladro craneal en limpiador enzimático antes de la esterilización en autoclave?
No. Sumergir la pieza de mano permite que los líquidos traspasen los sellos externos y penetren en la carcasa del motor. Debe limpiar el exterior manualmente con un paño húmedo y detergente de pH neutro para evitar la entrada de líquidos. La inmersión en líquidos garantiza una rápida oxidación interna y anula la mayoría de las garantías del equipo.
¿Por qué la pieza de mano se siente rígida después de un ciclo de esterilización estándar?
La rigidez suele indicar que quedó humedad residual dentro del conjunto de rodamientos durante la fase de enfriamiento, lo que causa microoxidación, o que el exceso de lubricante se horneó en el rotor. Extender el tiempo de secado al vacío a un mínimo de 20 minutos suele resolver este problema al asegurar que se evacue todo el vapor interno antes de que la herramienta se enfríe.
¿Cuánto tiempo debe enfriarse el taladro después del ciclo de autoclave?
El instrumento debe enfriarse de forma natural en una zona estéril durante al menos 30 minutos hasta alcanzar la temperatura ambiente. El uso de métodos de enfriamiento activo, como baños de agua fría, toallas húmedas o sopladores de aire frío, provoca un choque térmico inmediato que daña gravemente los componentes metálicos internos y fractura los rodamientos cerámicos.
¿Degrada la temperatura de esterilización de 134 °C la batería interna de los modelos inalámbricos?
Sí, exponer las baterías de iones de litio o de NiMH a las temperaturas estándar del autoclave destruirá las celdas químicas y supondrá un riesgo de combustión. Debe retirar siempre la batería antes de esterilizar la pieza de mano. Por lo general, las baterías requieren métodos de desinfección química mediante frotado o de esterilización por plasma a baja temperatura, según las especificaciones exactas del fabricante.