
Necroza termică rămâne o cauză principală a consolidării întârziate, a slăbirii aseptice și a eșecului implantului în ortopedia veterinară. Țesutul osos expus la temperaturi care depășesc 47°C timp de doar 60 de secunde suferă moarte celulară ireversibilă. În practica clinică veterinară, atenuarea acestui risc necesită un control strict asupra ascuțimii instrumentelor, presiunii de avans aplicate și vitezei de rotație. Observațiile din industrie sugerează că standardizarea întreținerii echipamentelor și monitorizarea uzurii instrumentelor pot reduce riscul de necroză termică cu până la 62%, îmbunătățind drastic indicatorii de recuperare postoperatorie.
Acest raport analizează parametrii mecanici care determină pregătirea ortopedică sigură, oferind repere bazate pe date pentru personalul tehnic și chirurgi. Tratând ascuțimea burghiului și gestionarea termică drept variabile măsurabile, și nu preferințe subiective, spitalele veterinare pot îmbunătăți timpii de procedură, pot reduce defectarea componentelor și pot prelungi durata de viață a echipamentelor chirurgicale de capital.
Necroză termică: Datele privind pragul de 47°C
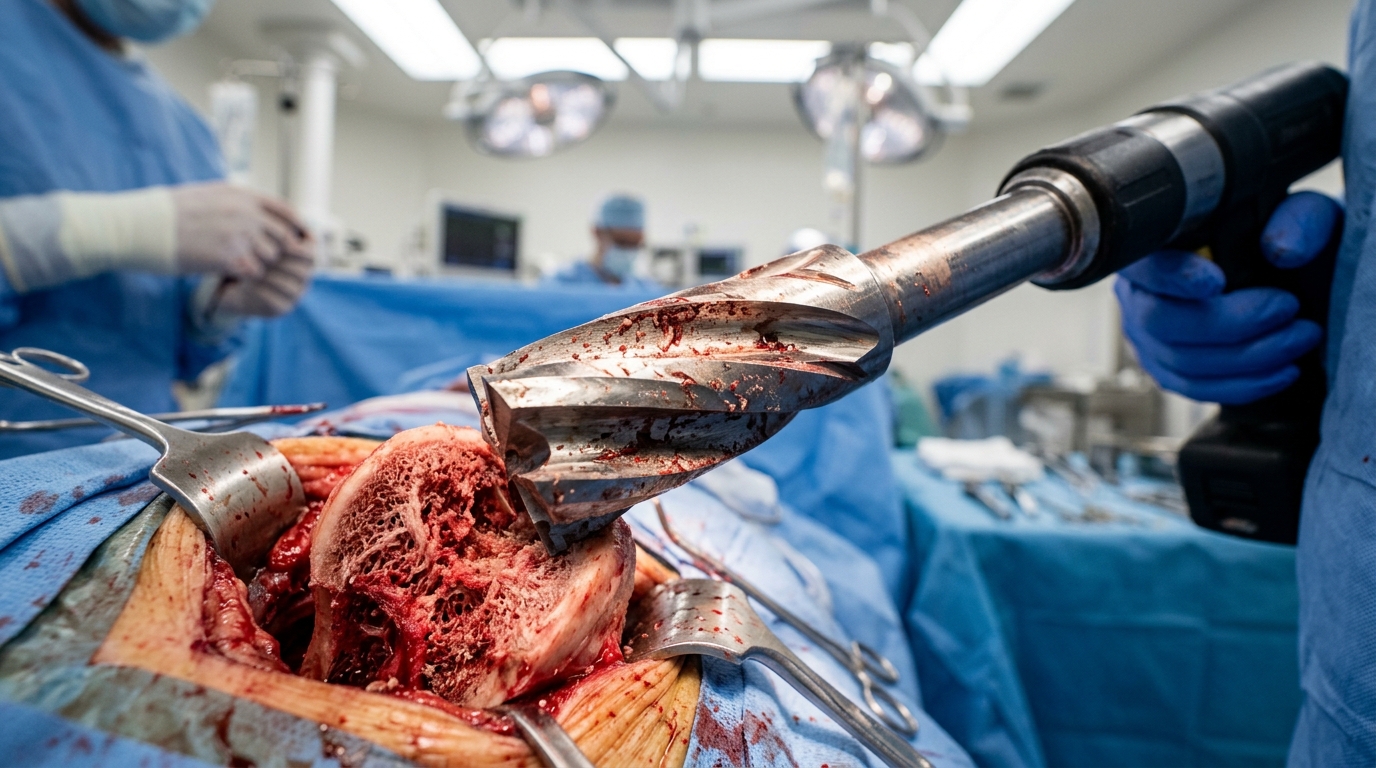
Generarea de căldură în timpul alezării intramedulare sau al pregătirii pentru fixarea cu placă este determinată de frecare și de eficiența tăierii. Atunci când un burghiu tocit întâlnește os cortical dens, cum ar fi în cazul unei osteotomii de nivelare a platoului tibial (TPLO) la câini, energia mecanică se transformă direct în energie termică în loc să așchieze țesutul osos. Osul spongios sănătos este ceva mai tolerant, însă osul cortical nu are vascularizația necesară pentru a disipa creșterile bruște de temperatură.
Menținerea temperaturilor sub pragul critic de 47°C necesită o combinație de muchii tăietoare ascuțite, un cuplu adecvat și irigare constantă. Atunci când un burghiu își pierde tăișul principal, chirurgii aplică instinctiv o presiune axială mai mare. Această presiune de avans crescută forțează instrumentul tocit pe os, ridicând rapid temperatura locală la 50°C sau mai mult în câteva secunde, ducând la osteonecroză localizată și compromițând interfața implant-os.
3 setări ale burghiului alezor care reduc durata procedurii
Optimizarea setărilor echipamentului este la fel de importantă ca menținerea ascuțimii capetelor de freză. Operarea unuibormașină și ferăstrău veterinar pentru oasefuncționarea sistemului în afara parametrilor săi prevăzuți accelerează uzura și crește transferul termic. Pentru a minimiza în siguranță durata procedurii, spitalele trebuie să standardizeze trei indicatori operaționali specifici:
- Viteză de rotație (RPM):Alezarea necesită un cuplu ridicat și o viteză scăzută. Funcționarea între 150 și 300 RPM permite canelurilor de tăiere să pătrundă și să îndepărteze osul în mod eficient, fără a genera o fricțiune excesivă.
- Volum irigare:Irigarea continuă cu soluție salină sterilă la temperatura camerei, cu un debit minim de 30–50 mL/minut, este necesară pentru a elimina reziduurile din caneluri și pentru a acționa ca un absorbant termic.
- Ritm de ciocănire:În locul presiunii axiale continue, aplicarea unei acționări de 2 secunde urmată de o retragere de 1 secundă elimină resturile osoase, reducând temperatura cu o medie de 4°C pe ciclu față de perforarea continuă.
Metrici de uzură a frezei: 5 indicatori pentru înlocuire
Inspecția vizuală nu reușește adesea să identifice micro-fracturile sau tocirea tăișurilor. UtilizareaMașină de găurit tip reamer RD - 4011sau sisteme similare cu cuplu ridicat necesită un protocol strict de înlocuire a consumabilelor. Personalul trebuie să evalueze următorii indicatori fizici pentru a determina viabilitatea frezei:
- Griparea canalelor:Acumularea de material osos fuzionat sau de peliculă metalică pe canelurile de tăiere, indicând o căldură excesivă în timpul utilizării anterioare.
- Rotunjirea marginilor:Pierderea tăișului primar ascuțit și distinct, observabilă sub o mărire de 3x până la 5x în timpul procesării sterile.
- Decolorare:Urme de revenire albăstrui sau de culoarea paiului pe oțelul inoxidabil, care confirmă faptul că freza a depășit temperaturile sigure de funcționare și și-a pierdut duritatea structurală.
- Urme de vibrație:Modele de uzură asimetrică ce determină burghiul să vibreze sau să „alunece” de pe punctul de inserție vizat înainte de pătrunderea în corticală.
- Număr cicluri:Monitorizarea numărului de cicluri de sterilizare. Standardele din industrie recomandă evaluarea frezelor ortopedice utilizate intens pentru înlocuire după 20 până la 30 de cicluri clinice.

Rata de eroare: Personal instruit vs. personal neinstruit
Pe baza observațiilor clinice HQS efectuate în mai multe centre de ortopedie veterinară, personalul tehnic neinstruit confundă adesea lipsa progresului de tăiere cu o lipsă de putere a motorului, fapt ce îi determină să crească turația în loc să înlocuiască burghiul tocit. Această eroare operațională amplifică riscul de necroză termică.
Atunci când personalul este instruit să recunoască feedback-ul tactil al unui burghiu ascuțit — care pătrunde singur în canalul medular cu o forță axială minimă — acesta intervine mai devreme. Programele de instruire care stabilesc protocoale stricte de tip „simte și ascultă” duc la o scădere măsurabilă a complicațiilor chirurgicale. Un burghiu ascuțit produce așchii osoase consistente, în timp ce un burghiu tocit produce o pastă osoasă fină și fum, un indicator imediat al faptului că pragul termic a fost depășit și că necroza are loc în mod activ.
Costul timpului de nefuncționare pe oră de utilizare necorespunzătoare
Aplicarea unei presiuni de avans excesive asupra unui burghiu tocit nu deteriorează doar osul pacientului; aceasta transferă o sarcină axială masivă înapoi în angrenajele interne și în carcasa motorului echipamentului. Clinicile veterinare subestimează frecvent impactul financiar al acestui abuz mecanic.
Utilizarea unei mașini de găurit cu cuplu mare cu consumabile tocite atrage un curent electric excesiv, supraîncălzind piesa de mână și deteriorând garniturile interne. Această practică duce la defectarea prematură a motorului și la deteriorări cauzate de umiditate în timpul autoclavării, odată ce garniturile sunt compromise. Timpul de nefuncționare a echipamentului rezultat perturbă programările chirurgicale, întârzie îngrijirea critică a pacienților și generează costuri de reparație semnificative. Stabilirea unor protocoale clare pentrubune practici clinice pentru bormașina-alezor veterinarăeste o investiție directă în stabilitatea financiară a spitalului și în longevitatea echipamentelor.

Valori de referință pentru intervalele de mentenanță
Pentru a preveni degradarea performanței și a asigura siguranța clinică, clinicile veterinare trebuie să adopte un program de întreținere riguros. Următorul protocol prezintă verificările de bază necesare pentru echipamentele ortopedice intens utilizate.
| Frecvență | Sarcină | Acțiune principală |
|---|---|---|
| Zilnic (Postoperator) | Îndepărtarea reziduurilor și lubrifierea | Curățați canulările folosind perii de curățare specializate; aplicați emulsie pentru instrumentar sau un lubrifiant aprobat pe părțile mobile înainte de sterilizare. |
| Săptămânal | Auditul ascuțimii burghielor | Examinați toate capetele de alezat sub lupă pentru a detecta rotunjirea marginilor, griparea sau decolorarea termică; carantinați articolele tocite. |
| Lunar | Verificarea integrității piesei de mână | Evaluați piesele de mână ale bormașinii pentru vibrații anormale, generarea excesivă de căldură în timpul testelor de funcționare în gol și degradarea elementelor de etanșare. |
| Anual | Calibrare producător | Trimiteți piesele de mână și carcasele acumulatorilor unui tehnician autorizat pentru înlocuirea rulmenților interni, calibrarea cuplului și reînnoirea garniturilor de etanșare. |
Rezumat date: Impactul optimizării
Implementarea unor directive stricte privind ascuțirea instrumentarului și parametrii operaționali generează îmbunătățiri cuantificabile la nivelul mai multor indicatori clinici. Tabelul de mai jos ilustrează variația tipică între procedurile de alezare optimizate și cele neoptimizate în osul cortical dens.
| Metrică clinică | Freză ascuțită + Tehnică optimă | Burghiu tocit + Presiune axială ridicată | Consecință clinică |
|---|---|---|---|
| Setare RPM mediu | 150 – 250 RPM | Peste 600 rot/min | Turația ridicată crește frecarea mai degrabă decât eficiența tăierii. |
| Temperatură osoasă maximă | 39°C – 42°C | 50°C – 65°C | Temperaturile >47°C cauzează necroză termică ireversibilă. |
| Forță axială aplicată | Scăzut (Auto-alimentare) | Ridicat (Plonjare forțată) | Forța excesivă suprasolicită rulmenții motorului și prezintă riscul de fractură osoasă. |
| Tip resturi osoase | Așchii/bucle distincte | Pastă fină/carbonizare | Pasta indică măcinarea și încălzirea, mai degrabă decât tăierea activă. |
Întrebări frecvente意识形态的问题不仅是理论问题,更是实践问题。意识形态的力量在于它能够转化为人们的自觉行动。因此,加强意识形态工作,必须坚持理论联系实际,把意识形态工作同解决实际问题结合起来,增强意识形态工作的实效性。同时,要建立健全意识形态工作责任制,明确各级党组织在意识形态工作中的主体责任,做到守土有责、守土负责、守土尽责。只有这样,我们才能在复杂的国际国内环境中,始终保持清醒头脑,坚定理想信念,不断开创意识形态工作新局面。
Care este limita de temperatură sigură pentru os în timpul găuririi ortopedice?
Pragul stabilit pentru viabilitatea osoasă este de 47°C. Expunerea la această temperatură timp de 60 de secunde duce la moartea celulară, în timp ce temperaturile de peste 50°C provoacă necroză termică imediată și ireversibilă, crescând semnificativ riscul de eșec al implantului.
Cât de des ar trebui înlocuite frezele ortopedice veterinare?
În funcție de densitatea osului forat și de metodele de sterilizare utilizate, burghiele ortopedice standard ar trebui evaluate în vederea înlocuirii la fiecare 20 până la 30 de cicluri chirurgicale. Procedurile cu frecare ridicată, cum ar fi artrodeza ecvină, pot toci burghiele semnificativ mai rapid.
De ce se recomandă viteza redusă pentru procedurile de alezare?
Alezarea necesită cuplu pentru a tăia țesutul osos dens. Setările de viteză mare generează o fricțiune excesivă fără a permite canalelor instrumentului timp să elimine resturile osoase, creând un strat termoizolant de pastă osoasă care crește rapid temperatura locală.
Cum afectează instrumentarul bont piesa de mână?
Atunci când un burghiu este tocit, operatorul aplică instinctiv o presiune axială mare. Acest lucru forțează motorul să lucreze mai intens, consumând un curent excesiv, supraîncălzind componentele interne și accelerând uzura rulmenților și a garniturilor autoclavabile, ceea ce duce în cele din urmă la defectarea prematură a echipamentului.