
Gains d'efficacité : les chiffres parlent d'eux-mêmes
Les données cliniques indiquent que les inefficacités de traitement thermique dans les laboratoires vétérinaires constituent des goulots d’étranglement constants dans le flux de travail. Lors de l’évaluation de la préparation des échantillons, du séchage de la verrerie et du préchauffage des instruments chirurgicaux, la stabilité de la température est non négociable. Les cliniques analysant la dynamique des flux d’air de leursÉtuve de séchage série DHGsignalent une réduction de 22 % des temps de cycle lorsque les paramètres de convection forcée sont correctement adaptés à la masse de la charge.
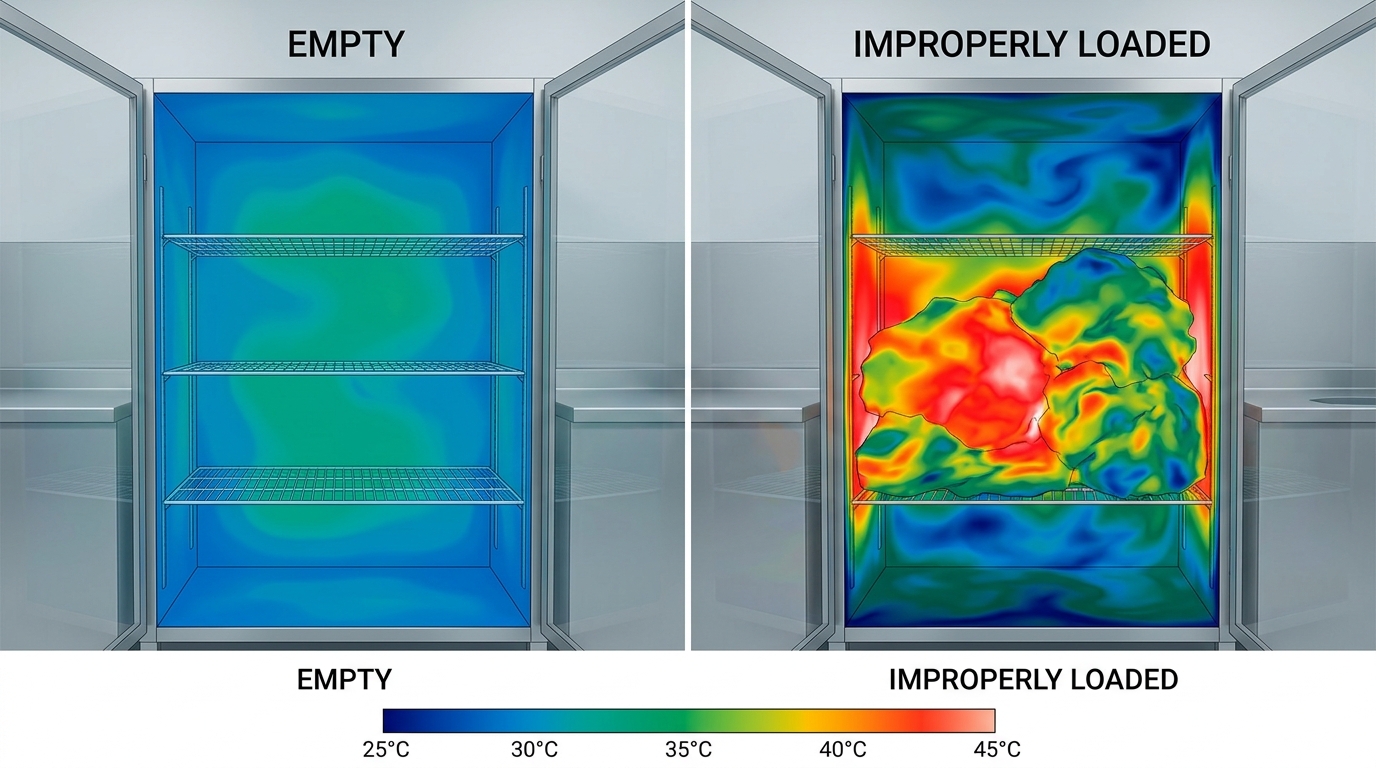
Les appareils à convection naturelle souffrent souvent de stratification thermique, les étagères supérieures pouvant être jusqu'à 5 °C plus chaudes que celles du bas. Les systèmes à air pulsé utilisent un ventilateur centrifuge intégré pour perturber activement ces strates thermiques. Une utilisation appropriée de cette circulation continue permet d'obtenir une uniformité thermique spatiale de ±1 °C, minimisant ainsi directement la marge d'erreur pour le matériel clinique thermosensible. Maîtriser la gestion de ce flux d'air prévient les surchauffes localisées et garantit des cycles thermiques prévisibles et reproductibles.

3 réglages qui réduisent la durée de l'intervention
L'optimisation de la répartition thermique nécessite des ajustements spécifiques des paramètres physiques et électroniques de la chambre. La mise en œuvre de ces trois réglages de configuration du flux d'air impacte directement l'efficacité du cycle.
Tout d'abord, la gestion de la valve d'échappement réglable est cruciale. Pour les charges à forte teneur en humidité, comme la verrerie récemment lavée, maintenir une ouverture d'échappement à 50 % permet à l'air saturé de s'échapper, accélérant ainsi la phase de séchage en remplaçant l'air humide par un apport d'air sec. La fermeture prématurée de la valve force le système à réchauffer continuellement l'humidité, entraînant un gaspillage d'énergie.
Deuxièmement, la régulation de la vitesse du ventilateur détermine les taux de transfert thermique. Alors que la convection forcée maximale permet la récupération thermique la plus rapide, les poudres délicates ou les échantillons légers nécessitent des vitesses réduites pour éviter tout déplacement physique.
Troisièmement, la densité de charge doit être limitée. Selon les tests de notre laboratoire technique sur le modèle DHG-9053A, le maintien d'un dégagement minimal de 2,5 cm entre les éléments sur les plateaux garantit que les canaux de convection forcée ne sont pas obstrués, améliorant ainsi le temps de récupération thermique de 14 % après l'ouverture des portes. L'obstruction du plénum arrière dégrade systématiquement l'uniformité.
Taux d'erreur : personnel formé par rapport au personnel non formé
L'écart opérationnel entre les techniciens formés et le personnel non formé est directement corrélé au taux d'erreur des équipements. Les audits d'installations révèlent que les opérateurs non formés obstruent la sonde de température interne PT100 dans 40 % des cycles de chargement observés. Cette obstruction induit le microprocesseur en erreur en lui faisant détecter une zone froide localisée, ce qui provoque une surchauffe des éléments chauffants et brûle les matériaux sur les étagères adjacentes.
De plus, le personnel non formé utilise systématiquement 100 % de l'espace disponible sur les étagères. La surcharge perturbe le flux d'air horizontal, transformant une étuve à convection forcée à haute efficacité en une enceinte thermique isolée présentant d'importants gradients de température. Le personnel formé respecte une règle stricte de capacité volumétrique maximale de 70 %. Cette simple discipline opérationnelle réduit les écarts de température localisés de ±4 °C à la valeur spécifiée de ±1 °C, éliminant pratiquement la nécessité de répéter les cycles de séchage et protégeant les échantillons cliniques sensibles contre la dégradation thermique.
Coût de l'indisponibilité par heure de mauvaise utilisation
Les temps d'arrêt des équipements dans un hôpital vétérinaire à forte activité génèrent des frictions financières et opérationnelles cumulatives. Lorsqu'une étuve de séchage principale tombe en panne en raison d'une mauvaise utilisation persistante ou d'un entretien insuffisant, la chaîne de stérilisation s'enraye. Le retard dans le traitement des instruments oblige les techniciens à recourir à des méthodes secondaires moins efficaces ou à attendre leautoclave vétérinairepour effectuer les tâches mieux adaptées à la chaleur sèche dédiée.
La modélisation financière indique que l'interruption de ce flux de travail coûte environ 45 $ à 90 $ par heure en perte de rendement et en inefficacités de main-d'œuvre. Les défaillances de composants, telles qu'un moteur de ventilateur de circulation grillé causé par une surchauffe chronique (souvent due à l'obstruction des orifices d'évacuation), nécessitent des pièces spécialisées et de la main-d'œuvre technique. Une gestion proactive du flux d'air et de la répartition de la charge atténue directement le stress thermique sur le relais mécanique et les résistances chauffantes, prolongeant ainsi le temps moyen entre pannes (MTBF) et préservant le capital d'exploitation de la clinique.
Matrice de sélection des modèles de la série DHG
Les décisions d'acquisition doivent aligner la capacité de la chambre sur le volume quotidien spécifique de la clinique. Le surdimensionnement entraîne une consommation d'énergie inutile, tandis que le sous-dimensionnement garantit une obstruction du flux d'air due à une surcharge inévitable. Évaluez les 4 modèles d'étuves de la série DHG suivants afin de faire correspondre les spécifications de l'équipement aux exigences cliniques.
| Configuration du modèle | Capacité de la chambre | Application clinique | Fourchette de prix estimée |
|---|---|---|---|
| DHG-9023A | 23 Litres | Cliniques à faible volume d'activité, séchage spécialisé de petits instruments. | 400 $ - 700 $ |
| DHG-9053A | 50 Litres | Hôpitaux de taille moyenne, traitement quotidien de la verrerie et des plateaux standards. | 600 $ - 950 $ |
| DHG-9140A | 136 litres | Centres chirurgicaux à haut débit, chauffage de matériel en vrac de grande capacité. | 1 100 $ - 1 600 $ |
| DHG-9240A | 220 litres | Centres de recherche, centres hospitaliers vétérinaires universitaires. | 1 800 $ - 2 400 $ |
Repères d'intervalles de maintenance
La constance des performances thermiques repose entièrement sur l'intégrité mécanique de l'enceinte. Les micro-fuites, la dérive des capteurs et l'accumulation de particules dégradent insidieusement l'efficacité du flux d'air. La mise en œuvre d'un protocole de maintenance structuré à 4 niveaux garantit que l'équipement fonctionne selon ses spécifications techniques et limite les défaillances opérationnelles soudaines.
| Fréquence | Tâche | Action clé |
|---|---|---|
| Quotidien | Essuyage de la chambre | Éliminer les débris biologiques et les résidus chimiques afin d’éviter l’obstruction du flux d’air et les odeurs. |
| Hebdomadaire | Inspection du joint de porte | Examinez le joint en silicone haute température pour détecter d'éventuelles microfissures à l'origine de fuites thermiques. |
| Mensuel | Vérification de l'étalonnage du capteur | Vérifier l'exactitude du capteur PT100 interne par rapport à un thermomètre externe raccordé au NIST. |
| Annuel | Test du moteur de circulation | Mesurer la consommation de courant du moteur du ventilateur et inspecter les roulements pour prévoir et prévenir toute défaillance imprévue. |
Résumé des données : Impact de l'optimisation
Le suivi des indicateurs de gestion du flux d'air révèle les avantages concrets des protocoles normalisés. En respectant les consignes d'espacement, en utilisant des réglages d'extraction appropriés et en effectuant une maintenance préventive, les établissements vétérinaires peuvent optimiser de manière prévisible leur flux de travail de traitement thermique.
| Indicateur opérationnel | Ligne de base (non géré) | Performances optimisées | Amélioration nette |
|---|---|---|---|
| Uniformité de la température | Écart de ±4,0 °C | Écart de ±1,0 °C | Contrôle thermique 75 % plus précis |
| Densité d'utilisation des étagères | 100 % (Flux d'air obstrué) | Capacité max. 70 % | Zéro surchauffe localisée |
| Taux d'obstruction du capteur | 40 % des cycles | Proche de 0 % (Personnel formé) | Élimination des fausses mesures à froid |
| Temps de récupération du cycle | Prolongé (Air humide emprisonné) | Récupération 14 % plus rapide | Réduction directe du temps de traitement quotidien |
Foire aux questions
Quelles sont les causes des points froids dans un four à convection forcée ?
Les zones froides sont principalement causées par une obstruction de la circulation de l'air. Lorsque des matériaux sont placés directement contre la paroi arrière de la chambre ou empilés de manière trop dense, ils empêchent le ventilateur interne de faire circuler l'air uniformément. Cette perturbation empêche les flux d'air horizontaux d'atteindre les coins avant, ce qui entraîne des baisses de température localisées.
Comment la soupape d'échappement influe-t-elle sur l'uniformité interne ?
La soupape d'échappement régule la pression et l'humidité internes. Si elle est fermée lors d'un cycle à forte humidité, l'air saturé ne peut pas s'échapper, créant des poches denses et thermiquement résistantes qui ralentissent le chauffage. L'ouverture de la soupape permet d'évacuer l'humidité et d'aspirer de l'air frais plus facile à chauffer, stabilisant ainsi la répartition globale de la température interne.
Puis-je empiler les plateaux chirurgicaux directement les uns sur les autres dans la chambre ?
L’empilage direct des plateaux les uns sur les autres interrompt totalement la circulation d’air verticale et horizontale à travers la charge. Vous devez utiliser les clayettes grillagées fournies et maintenir un espacement minimal de 2,5 cm entre tous les articles et les parois de la chambre afin de permettre aux courants de convection forcée de transférer efficacement la chaleur.